|
|
Post by L Driggers (fallen) on Aug 18, 2015 3:57:32 GMT
Respect to all you guys who can forge or grind in a fuller. My first try at forging didn't work out. The fuller tool was too small, also need a longer curve to it. So I ground it in, not easy holding a 29in blade against the 4in contact wheel. Had problems keeping it straight. Have a lot of hand work to do to it after the blade is heat treated.
|
|
|
|
Post by DigsFossils-n-Knives on Aug 18, 2015 9:55:16 GMT
On the 2x72 grinder fullers are easy when you've had a little practice. This one took me 30 minutes.  Same on both sides and perfectly parallel  But I haven't found an efficient method to do them on a curved blade and without a milling machine or CNC. This one is about 20" long and curved. The small wheel attachment would hop out of the fuller. The fuller is narrow in the straighter part near the scales and widens towards the front of the blade. It's what I wanted but I can't avoid the effect caused by the curve of the fuller. >20 hours of hand sanding to fix and finish.  Later today or tomorrow I'll post pics of 7 blades I think I spent a combine total of 200 hours on. I completed them while watching all seasons of House, LOST, and The Walking Dead over again. . |
|
|
|
Post by DigsFossils-n-Knives on Aug 18, 2015 9:57:37 GMT
I've been wanting to make myself (or have someone make it for me) this fuller scraping tool. The original maker no longer makes them.  |
|
|
|
Post by freq on Aug 18, 2015 11:03:47 GMT
ive hammered some in and ground some in, hammered in i used a ball hitch in the hardy hole of the anvil and a modified ball peen hammer this works quite well, ground in tilting the angle grinder to vertical and using it to grind that way works well for wider fullers  like this  this is what i got with ball hitch and hammer, found best way for measuring ones on a curve is to use a set of calipers and score in lines to match the width of the finished fuller then use the angle grinder to grind between the lines, just my method dunno if it would work for others |
|
|
|
Post by DigsFossils-n-Knives on Sept 25, 2015 1:55:20 GMT
Here are the fullers I'm working on for a short osoraku-waki ( the photo of the blade is at an angle so the proportions look a bit off). I start by cutting with a angle grinder and clean them up with small stones and with small wooden blocks & sandpaper. I think I've done 20 hours of work and I know I'm not working smarter just harder. The pattern here is similar to what 'ksky.ne.jp' calls Futasuji-hi (double narrow grooves) and a bo-hi. "When they appear on each side of blade, it can have a meaning of prayer. They may suggest a Buddha and his two valets." This is what my knives look like before I start grinding them. The spine is 95% done (ihori type mune), and I have ground off the corners by the edge to establish a straight center line (the 'ha'). The blade has a slight 'fumbari"  |
|
|
|
Post by Anankai on Sept 25, 2015 2:50:44 GMT
Very nice fullers! The thing that bothers me though is that secondary bevel... but that's not the subject of discussion here.
|
|
|
|
Post by DigsFossils-n-Knives on Sept 25, 2015 11:50:11 GMT
Very nice fullers! The thing that bothers me though is that secondary bevel... but that's not the subject of discussion here. Sorry, I guess I should have clarified. I totally agree with you, but the blade has not been ground it's still perfectly flat. What you are seeing is a mune (ihori type) and what knife makers call "knocking off the 90s" at the edge (ha). This is what my knives look like before I start grinding them. LOL I'm going to edit my post now. Thanks for the comment. |
|
|
|
Post by Anankai on Sept 25, 2015 20:56:50 GMT
Ah! Everything is fine then lol.. Will wait to see the end result. Pretty sure it will be awesome as usual :)
|
|
TomK
Member
Senior Forumite
Posts: 2,377
|
Post by TomK on Sept 26, 2015 4:08:24 GMT
Those scrapers work fine for narrow fullers but if you need a wide one like on a European sword that are not up to it. At least not any that I have seen.
I am working on forging in fullers but still need to devise some way of grinding in then effectively. I need a better grinder.
|
|
|
|
Post by DigsFossils-n-Knives on Sept 26, 2015 9:59:38 GMT
Those scrapers work fine for narrow fullers but if you need a wide one like on a European sword that are not up to it. At least not any that I have seen. I am working on forging in fullers but still need to devise some way of grinding in then effectively. I need a better grinder. I used the 0.75 or 1 inch wheel to make the double fullers on the cleaver. I can't go any smaller with the wheel because the two fingers that hold the wheel in place will protrude more than the belt (yes, I have shaved the two fingers down and the bearing wheel too). For larger fullers like on a European sword a 1.5-2" wheel attachment will work great. A steady hand or a work rest is needed to keep the fuller straight. |
|
|
|
Post by L Driggers (fallen) on Sept 27, 2015 3:29:19 GMT
I used a 4in dia wheel on the Viking swords I just forged, to clean up the fullers.
|
|
|
|
Post by DigsFossils-n-Knives on Sept 29, 2015 14:28:22 GMT
Here are work in-progress pics for my fuller work. I would greatly appreciate help if anyone has an easier way to make them without expensive milling machines. I start with a flat surface  I mark-up the fullers  The most nerve racking part is cutting them with an angle grinder. The trick is not to go too deep and to have good control to prevent the disk from skipping across the surface and to stay on the lines   I switch from a thin cutting disk to a thicker grinding disk   I use a dremel to carve the ends of the fullers   Here is the most time consuming part, with small stones and with small pieces of sandpaper I clean up and polish the fullers. This requires more than 20 hours. I would really appreciate a better method.  . . |
|
TomK
Member
Senior Forumite
Posts: 2,377
|
Post by TomK on Sept 29, 2015 22:24:53 GMT
Wooooooo! you got a steady hand there mister
I've made a real mess trying that in the past
|
|
|
|
Post by Anankai on Sept 30, 2015 1:56:34 GMT
20 hours sheesh! But the result is fantastic! Very clean and smooth.
|
|
|
|
Post by freq on Sept 30, 2015 6:37:58 GMT
did see one of the smiths on forged in fire mound a dremmel stone in the drill and use that to polish out his bevels
|
|
|
|
Post by Brendan Olszowy on Oct 7, 2015 17:07:46 GMT
Those narrow little fullers sure are a hassle hey? I can't think of any easy way to do them neater, and will continue to avoid them.
Grinding straight fullers in a straight blade is much easier if you're blade is still a nice new flatbar, and you rest it on a wide flat rest spaced just right under the wheel. Easy as pie, and another win for stock removal. Even easier if you can start the fuller/channel on a milling machine to give a nice straight runner to work in. Certainly not 20 hours work in a fuller done like that.
I saw an image once where someone was doing a curved fuller, by resting the flat bar or blank on a 1" dowel mounted perpendicular to the plane of the contact wheel - imagine the dowel pointed straight at your guts, appropriately spaced below the contact wheel - thus the blank can reston the dowel but be rotated to through the arc of the fuller. Never tried it, but I imagine the widening that Digs' describes would have to occur to some extent. Though I usually only use one edge of the contact wheel, not the whole breadth.
Finishing by hand is essential of course. Paper on dowels and cork blocks.
A note I've only recently learned about fullers is that you can thin the web between them to a final thickness of only 1mm (or just slightly more). This will allow you to grind the distal taper down nice and thin without 'deleting' the groove (applicable a medieval sword blade anyway).
Keep at it guys.
Brendan
|
|
|
|
Post by DigsFossils-n-Knives on Oct 7, 2015 17:17:29 GMT
Those narrow little fullers sure are a hassle hey? ..... Though I usually only use one edge of the contact wheel, not the whole breadth. ... Actually the narrow fullers are easy to sand by hand, even the curved ones. Most of the time is wasted cleaning the ends of the fullers. Thanks for the tip with the "edge" or end of the contact wheel. I never thought of that. I found this pick web surfing and I'm going to give it a try. It's similar to what you mentioned. Thanks again!  . |
|
|
|
Post by Brendan Olszowy on Oct 7, 2015 17:26:48 GMT
Necessity - the mother of something something...  |
|
|
|
Post by DigsFossils-n-Knives on Nov 28, 2015 14:07:55 GMT
Any machinist out there willing to make me one of these?
|
|
|
|
Post by DigsFossils-n-Knives on Nov 28, 2015 14:44:00 GMT
This fuller was done with the 1.5" small wheel attachment. 1075 steel, 0.35" thick, 12.5" long. The blue paint is machinist dye. I use it to keep the fuller from rusting while grinding. 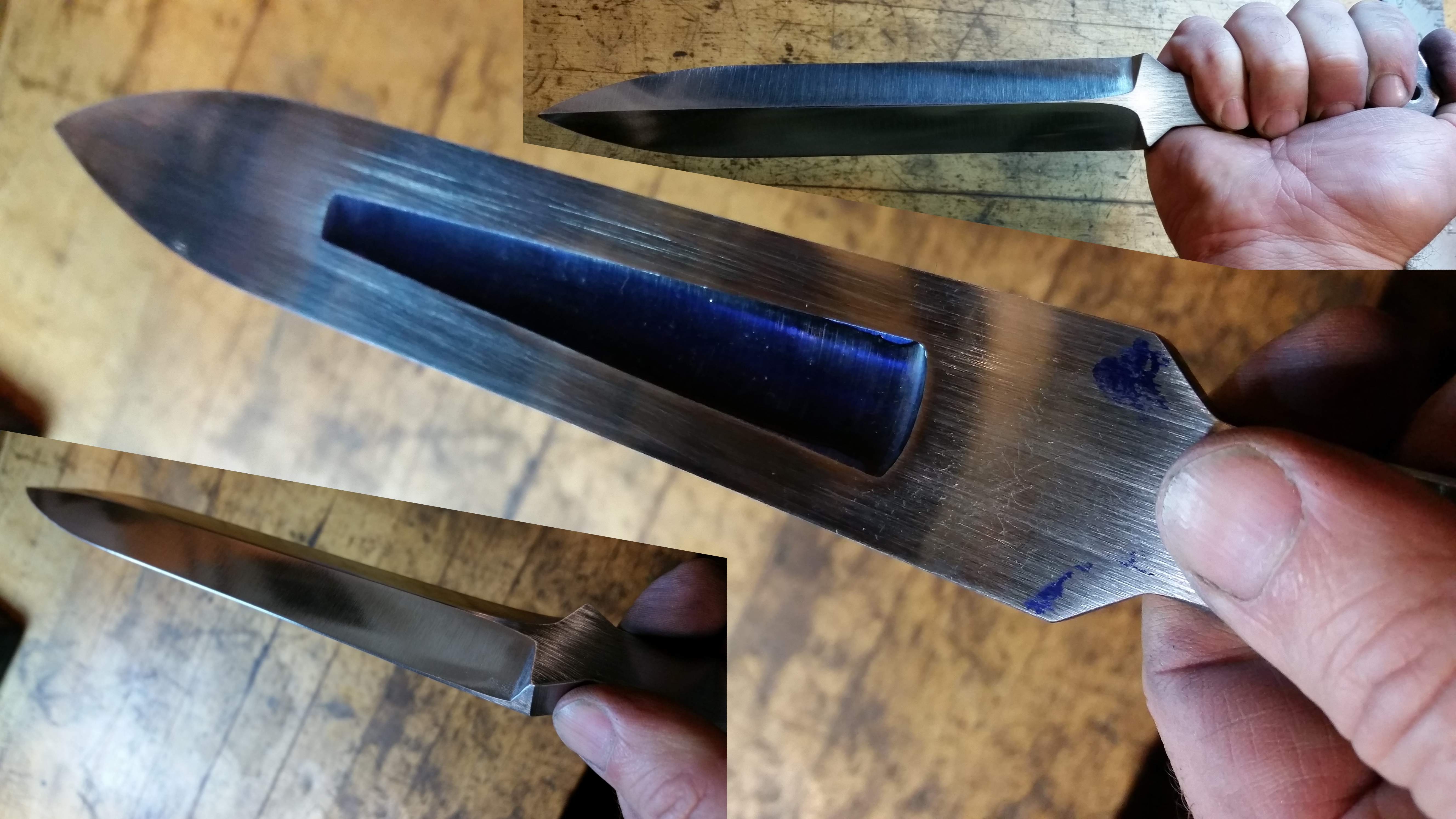 |
|