Deleted
Deleted Member
Posts: 0
|
Post by Deleted on Sept 14, 2010 1:30:51 GMT
No, not that...
I'm working on some moat blades that have some pretty heavy pitting. Not being so much of a "sweat equity" type, I'm using the power metal working equipment I have access to at the bronze foundry where I work. And its still no walk in the park getting these babys down to clean metal while maintaining the original blade geometry.
So my question is: how hot can I work the steel to before the heat treatment is affected. Hot to the touch? Too hot to touch? I'm not getting anywhere near color changing hot; and I would prefer not to have to douse the work if I don't have to... messy and all. Although I'll do it (water cool ) if I have to - to do this right.
I know there are lots of you out there that know the ins and outs of working power tools on heat treated steel. I always thought that was a disaster waiting to happen til I read some posts to the contrary here. So I'm in, but I need some parameters. What do you think?
Thanks!!!
--John
|
|
|
|
Post by brotherbanzai on Sept 14, 2010 2:33:58 GMT
Hot to the touch is too hot. Probably would have to get over 350 to damage the temper, but the steel goes from slowly getting warmer and warmer to suddenly too hot very abruptly. Thin sections like the tip and edge will overheat and burn very easily. Keep dunking the blade in water or rinsing it to be sure it stays cool. If you use any of the same types of tools I use for bronze work, they spin very fast and will heat up the steel very fast. If you have access to a grinder/sander that runs at a slow speed, that will be easier to control. Otherwise, plenty of water and do the edges and tip by hand.
Also, good files will remove metal pretty efficiently.
|
|
Deleted
Deleted Member
Posts: 0
|
Post by Deleted on Sept 14, 2010 4:00:14 GMT
Thanks, Jeff. You do some really beautiful work with moat blades - do you work the steel mostly by hand?
When you say the edge and tip can "burn" easily, what exactly does that mean? Would there be discoloration?
How would you test the steel to determine if the temper had been damaged?
Lots of questions, I know... Many thanks!
-John
|
|
|
|
Post by Brendan Olszowy on Sept 14, 2010 16:25:16 GMT
On using powertools: I do suggest to stay at least an inch back from the tip with the powersanders. Even half a second on a beltsander will F the tip. When I am trying to recentre a slightly sabred tip on a beltsander I will use a 40 grit and roll the blade up over the tip in a fast flowing motion and straight into teh bucket. Seriously easy to overheat the tip. If you see blue then you are in real danger. Knifemakers would say any purple or blue is too soft for a knife balde. But for a sword blade it can get into blue and still stay 50+Rc. But dark blue and light blue are very different things and best to keep well clear of it. Purple should be as dark as it gets. It'll go purple at about 240C and that will still be a 56Rc temper. So not a drama. But do stay well away from the edges proper with powertools. Especially once it starts getting sharp . The flats of the blade and the final edge geometry should be drawfiled on ( Refer to my tute here), and honed sharp with a quality stone. It's hard to know just how much you have damaged the temper, but if it hasn't changed colour you should be right, unless it's right on the very edge and you haven't noticed it, which is right where you don't want it changing colour. Hard and soft steel will drawfile very differently. Annealed steel tends to scrawl and rip up a bit more, being softer and tackier.  Very hard steel (56Rc+) will just skate the file and won't drawfile at all.  Sword tempered steel (48-52Rc) will drawfile with less rips and scrawling as it resists cutting too fast (cutting in), and feels nice and smooth under the file, still giving effective surface removal.  Also when you are cutting the blade back with your 150grit freecut paper, it feels different. Annealed steel will cut back easier and you won't be sweating too profusely. Very hard steel will blunt your paper almost immediately with no cutting back activity. Sword temper steel will sand back well with a lot of hard work, but the results will be worth it if you're tough enough to stick with it. You will be sweating profusely, even in winter, and have pumped guns. Work through the burn, get into the zone. Don't give up. Replenish fluids and electrolyte. Bottom line is; best use hand tools as much as possible. (I'm not joking about the guns, eh Jeffrey ?  ) |
|
Deleted
Deleted Member
Posts: 0
|
Post by Deleted on Sept 15, 2010 1:50:38 GMT
Thank you, Brenno! So how did you hear that I haven't been working out lately? Sad but true. Maybe some extensive hand sanding is just what I'm needing...
Seriously though, I very much appreciate your detailed info. Between you and Jeff, you've probably saved some good blades from becoming very scarey looking butterknives!
|
|
Deleted
Deleted Member
Posts: 0
|
Post by Deleted on Sept 16, 2010 5:06:36 GMT
Huh, I didn't know that I'd be safe with a purple or light blue color change. Not that I've done that yet, but I've always been scared of doing so. Oh, Jeff and Breno answered most everything but I feel like there was something left out. The reason that the tip will burn faster is that there is less metal there to dissipate the heat. Basically on the thicker parts of the blade, the core is cooling down the surface pretty quickly. But at the tip, the core is the surface, so the heat has no where to go. It's a shame you want to clean the pitting off tho. I've been tempted to artificially pit one of my blades (one of the thicker ones) then take it to a wire wheel and carry on cutting. As far as power tools go, you might have some luck with a sander, like the kind that you can strap your feet to and use as roller skates. The reason is that it has a flat backing which should help you feel how the blade is shaping, and give you a flat surface to push against. Then, when you've done 90% of the removal with the sander, then go to a belt sander to get an appleseed geometry back on your edge (If the blade can even take on in the first place). All of this is assuming you want to do 100% of the work with power tools. But, to get the best results, some elbow grease is needed.  And as always, there better be before and after pics! |
|
Deleted
Deleted Member
Posts: 0
|
Post by Deleted on Sept 17, 2010 2:02:08 GMT
You know, Greg, I have been pondering maybe leaving some pitting and then "antiquing" the fittings to match - go for the ancient warrior artifact look. Jeff (aka Brotherbanzai) kind of went that way with his "Violator", with freaking AWESOME results.
And now you're telling me along with Brenno and Jeff that elbow grease is the best way to go... You guys are killing me...
|
|
Deleted
Deleted Member
Posts: 0
|
Post by Deleted on Sept 17, 2010 2:47:28 GMT
John, try starting out with 600 grit sandpaper lubricate w/ lightoil or wd-40/ check paper frequently for build up. when satisfied that level,, move up to 800, then 1000, then well you get picture. when entirely thru clean with cloth soaked in 70-90% alcohol. then reoil with remoil gun oil.
safety measure: since you will want to sand lengthwise of blade, grain, then you would want to use sand block and kevlar glass handlers gloves.
on another note... i gave your name and other forum profile info to one of the guys about casting parts for a sword he is working on.
|
|
Deleted
Deleted Member
Posts: 0
|
Post by Deleted on Sept 17, 2010 3:22:46 GMT
Thanks for the advice and refereral, Sir! How you been, man? I hope things have fallen together for you after all that shizzle you had to deal with. Best to Lady E!
|
|
|
|
Post by Brendan Olszowy on Sept 17, 2010 8:05:09 GMT
Just a note Greg the colours run purple, dark blue, then light blue. Light blue is bad. Mainly because it doesn't go anywhere after that, you lose your guage. Best keep it wet if it picks up any gold colour. Gold is the first colour you get.
Another note is that I really recommend against anyone using a beltsander to put final edges on any blade. In terms of both geometry and sharpening. My opinion anyway.
|
|
|
|
Post by brotherbanzai on Sept 17, 2010 14:37:35 GMT
Hey greybeard, Looks like Brendan pretty well answered your questions before I had a chance to get back here again When I'm making a blade of my own, I'll use a grinder for basic shaping of the bevels and then a large file to get everything nice and flat. That's before the heat treat. After the heat treat, I'll use a grinder to knock off the scale and then files and hand sanding for most of the rest. It's not completely necessary but I like to have the bevels very smooth and flat. It's common for me to spend 10 - 12 hours doing the hand work on a blade. It's reasonable that you'd likely be ok with a gold color, but I personally prefer not to get any color on a blade that is already tempered. The first color you get is pale yellow, then bright yellow, then straw yellow, then dark straw yellow. Pale yellow being about 300 and dark straw being about 425. Notice that these color names are kind of subjective and won't look the same depending on your light source (indoor, outdoor, time of day, shade, etc.) If you have a piece of 1050 steel, tempering it at 400 would give you about 52 rc and dark straw yellow is about 425. So at that point you could already be loosing some hardness. Also consider a couple of things with the moat blades: 1. You probably don't know what kind of steel it is, other than hopefully high carbon. So the temp and color you would be safe at are a bit of a guess. 2. You probably don't know what it was tempered at either. So even if you're keeping it at a reasonable hardness, you don't know how that hardness relates to the hardness of the rest of the blade. While you're grinding, you're probably not evenly heating the entire blade, your probably getting the area you're working on hotter than the rest of the blade. It wouldn't really be ideal to have the blade with varying degrees of hardness (unless purposely controlled). Also while grinding, you're taking off the top layer of steel with every pass, which is where you'd see the color. It's possible to be grinding grinding grinding, pull off the grinder and ooo look, purple. To reiterate, if it's too hot to touch, it's too hot. If you feel it warm through your gloves, dunk it. As Brendan said if you get yellow colored, you probably haven't hurt anything, but don't purposely try to keep grinding until you see yellow. Patience is key. Yeah Brendan, it's a good workout I find that draw filing works my back the most, sort of like a rowing machine. A dangerously sharp rowing machine. I'm putting together a belt grinder that will run at a fairly slow speed so I'll be able to use it for some of the work I would normally do by hand. Hand sanding is booooring  |
|
|
|
Post by Brendan Olszowy on Sept 18, 2010 1:56:52 GMT
BB - Can you please show where you got the info that 400F would give 52Rc before it runs straw? The info I have indicates that you'd need about 700F to get 52Rc, which would be well blue. While the 400F/450F (straw) would be ok for drill bits and tools for about 59/60Rc. Maybe small utility knives but I wouldn't trust it on a sword. Also you surely cant cut it with your drawfiling at that temper? You must hoe through files... For 5160 (from anvilfire): 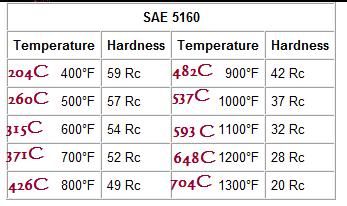 For 9260, (from efunda which has metalurgical info for a massive range of steels): 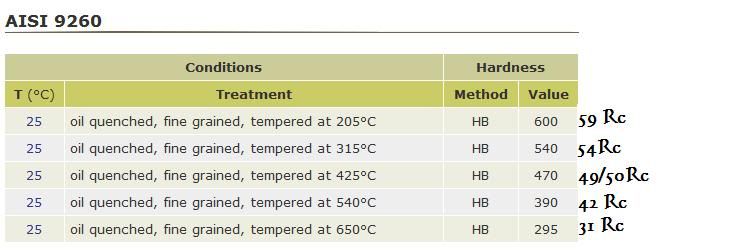 And the colour indicators (from anvilfire - my oven colourings indicate similar):  |
|
Deleted
Deleted Member
Posts: 0
|
Post by Deleted on Sept 18, 2010 4:49:00 GMT
OK, guys, I'm getting confused.
If the blade is kept below temperatures that will cause coloration, then there should be no damage?
So if there's no coloration, it shouldn't matter how hot to the touch the blade is, true?
Before posting this, I had worked some parts to "can't hold my bare finger to this F'ing steel" hot - with no color ocurring at all.
What??!!?!?
edit: this is all discounting the remote possibility of color-blindness in my ancient orbs...
|
|
|
|
Post by Brendan Olszowy on Sept 18, 2010 5:33:47 GMT
Nah man you won't want to touch anything over 70C. You'll get burned at 100 or so. It's just general practical advice. To steer well clear of heat, unless one knows what they're doing.
|
|
|
|
Post by Dan Davis on Sept 18, 2010 11:26:36 GMT
GB,
The color gradation of the steel is actually an oxidation effect and takes all three traditional elements to develop: heat, oxygen and TIME.
By the time the bulk of the material shows ANY COLOR AT ALL the area directly under the grinder is likely ruined. The color you are seeing is largely irrelevant.
If you feel heat, stop and cool it off.
Brenno,
BB said "1050"; there are two temp/alloy curves for 1050 and BB was quoting the median limit of the lower curve.
BB,
The lower curve you are quoting is intended for 1040 alloy at the top of it's carbon variance range. The actual number for 1050 at the bottom of it's variance range is 55HRC and median at 56HRC.
Oh, yes, just so you know: I am using the SECO/Warwick "Heat Treating Data" book and ASM "Metals Handbook Volume 1: Properties and Selection of Metals" as references.
|
|
Deleted
Deleted Member
Posts: 0
|
Post by Deleted on Sept 18, 2010 18:10:55 GMT
I think I'm finally getting it - hot = bad... cool it.
Thanks, Dan. And Jeff and Brendan and Greg and Sir. I very much appreciate your help and these blades are everlastingly grateful for their salvation at your hands!
|
|
|
|
Post by brotherbanzai on Sept 19, 2010 0:05:55 GMT
Well, there you go Thanks for the info Dan. Dan's one of those fellows who's probably forgotten more about steel than I ever knew in the first place. Hey Brendan, The color temps are from the Jim Hrisoulas book, "The Complete Bladesmith". I looked around online a while ago and found that the charts were all a little different in their temp listings and all the colors looked different even if the names were the same. The last time I tempered a 1075 blade, the pyrometer said 550 f and the blade came out blue. Those are my results anyway. Good luck with your blades greybeard, let us know how it goes! |
|








 )
)



