|
|
Post by Silent on Jun 4, 2019 7:51:06 GMT
I cannot understand what you mean.
Your point is has someone did a test destruction on a well made 1045 katana vs an tamahagne one?(japan well made too)
Is this what you would like to see? (my english isnt the best so I cannot really grasp what you are looking for)
|
|
|
|
Post by wulvz on Jun 4, 2019 12:23:26 GMT
Well made is not a topic i necessarily want to get into?
My tests of oil hardened blades is that the case harden in the upper 60s has only a rather thin layer especially after being polished, it seems fine until it hits an object of equal or higher hardness and then the edge pretty much fails and cracks or indents horrbly. Given the case hardening if you were to attempt to sand in the profile to match your martensite is gone. As well a hamon doesnt really change much and the blade might have been better off keeping that fingernail thick case all around the blade.
This means that the blade has a short life expectancy regardless of who makes it.
The water hardened 1045 katana however the entire forward point of the hamon on the blades edge has a martensite of "softer" but more robust martensite and there is easily two to five times the amount of it then in the case hardened 1045.
Ignoring any batch differences and the fact that cold rolled steel and sheet cut is not even close to the plausibility of being homogenous in the content (so wel say one 1045 is the same as another for simplicity) the material perspective is that they are different animals entirely.
The tetara steel is a unique thing and the variance makes it impossible to say one sword is ever the same material property as another, but the bloomed material i have made or the pack caeborised wrought iron i have worked with does not forge, ht or take damage the same way as ingot alloy.
I can make it all day but my perspective and tests can only ever be a single instance, my findings cannot ever be universal aside from a few material facts.
|
|
|
|
Post by wulvz on Jun 4, 2019 12:29:57 GMT
As well the curiosity is on any folded material with the layers like an onion to the blades edge and how that damages.
|
|
|
|
Post by Croccifixio on Jun 7, 2019 8:03:04 GMT
There are far more qualified people who can chime in here, but let me just say that oil-quenching done properly on steel with decent carbon content does not result in case hardening.
As for the rest of your questions... they are all over the place. Are you searching for destructive testing of a traditionally-made katana? Try Welt der Wunder:
In that series of videos, a traditionally-made katana by bladesmith Stefan Roth is subjected to abusive impact testing with another sword.
|
|
|
|
Post by wulvz on Jun 7, 2019 18:20:23 GMT
More aimed torwards the possibilities of modern steels since the medium is more consistantly recreatable i guess, while thinking about variables.
1 the microstructure of folded,laminated blades or monosteels and its placement
2 the proper historical shape
3 the microstructure of the quench
I just find the tests on blades dont acturately reflect a historically made blade blade but are facted based on the modern construction without a notation that are different but holding the same expectations. If a person googles "can i chop a tree with a sword" the answer is your blade will die, but thats on the basis that a 3% martensite case hardened 1095 blade with a flat spine will. Which is 90% of modern katana. But european steel too.
As for the oil; Well it depends too on the oil medium used too as well as blade thickness, a tradional profile might even be a taper from .3"-.4" to a .2-.1 centerline thickness on the spine. The distal taper is less important. Perhaps its also interesting to note the profile of the spine tapers at an angle with a thin swedge on the spine, the shape of the material being heated its almost never a flat parallel And then figure how a blade warps after stress with a hexagonal profile versus a rectangle. Its easy to forge out 28 inches in an afternoon if you forge just by doing a distal taper then forging from the tip out to the tang along the spine until the taper returns to a rectangle and then repeating. Id also recognise asking someone with a belt sander to shave a flat bar to that shape is as ridiculous request outright.
Theres alot of faster or slower oils out there but the effect with water is a little more interesting because the steam creates a jacket, the core of the steel bleeds off heat reheating the chilled steel and then it spikes downwards in temp only to repeat and it is subjected to violent spasms. So the austenization has to have even an grain size structure which also means, under rhc 60 hardness which is fine too. The average hardness was only rhc 57 but theres more hardened material backing the edge.
So figure the state of steels hypertension is much different compared to having the heat being consistently bled out from an oil harden. The water harden can take twice to three times the amount in seconds to quench because of the steam despite the faster drop in downward spikes.
I have been forging these things in my spare time so its more from a design perspective for me and not as a buyer.
I am in the process of doing a 24 fold blade from different steels mixing bloomed steels with modern steels, ile water quench it and maybe make a video where i break it after.
|
|
|
|
Post by wulvz on Jun 7, 2019 20:10:12 GMT
Same rough problem, flat bar with no tapers and the sides are wrong, the spine is the wrong shape and missing the swedges though he did a good job with the convex the shape, the profiles all wrong.
And the layers wernt bent and welded into a U shape prior to drawing the blade, no hot cut tip so the lamination doesnt give the proper resistance, welds are facing into the edge...
No wrought iron core to defuse shock, no side plates, forging is engh at best.
So if you are to take a bunch of paper strips and glue them together with the edges outwards and then hit it, youl notice it doesnt give much resistance. But if you press against the layers its stronger, now bend the stack into a U and press against the bend...
Its a start though.
|
|
|
|
Post by john1 on Nov 13, 2019 9:35:29 GMT
My understanding of oil vs water quenching is - that each steel forumulation has a “best” quenchant depending on whether it is a naturally fast, medium, slow hardening steel (sometimes also stated as deep or shallow hardening), whether you are trying to create a differential or through hardened result, and (possibly) what hardness you are going for. So, your question might need to be less generalized and narrowed down to what is the strength difference between 1080 quenched in water, and a medium oil. Even then, I think the answer will vary enough to affect the swords user, depending on the thickness of the blade, and temperature of the quenchant. Ie: what is the strength difference between 5mm thick 1080 quenched in 70 degree water and 120 degree peanut oil. Personally, I assume the steel manufacturer has done the experiments for a handful of options, plotted curves to connect the dots, and done the math to determine the best quenchant, temperature, etc. That’s the biggest advantage of not using mystery steel like leaf springs  |
|
|
|
Post by L Driggers (fallen) on Nov 13, 2019 10:49:16 GMT
Wulz Not going to get into with you just don't have the time. As a blade smith you have no idea what you are talking about.
|
|
|
|
Post by MOK on Nov 13, 2019 12:51:08 GMT
You seem to be under the impression that all historical Japanese swords were laminated in the same way. This is very much not true. This graph shows a number of configurations that are common enough to have names: 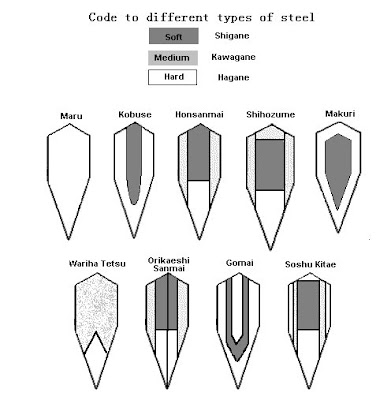 All of these can be found in historical blades. Sometimes the harder edge steel is wrapped around a softer core (which has nothing to do with case hardening, BTW), sometimes they're layered like a sandwich, sometimes the whole blade is made of the same billet of folded steel. All of these methods worked well enough to be commonly used by the finest of Japanese swordsmiths and smith-saints. PS. Same and similar types of laminated construction were also used on European swords up to the early second millennium, but they gradually became outdated after we started importing high quality monosteel that didn't need to be folded and laminated. |
|
|
|
Post by rannh1 on Nov 13, 2019 15:58:05 GMT
WoW thanks for the picture MOk, that really helps in the breakdown of the types. Very lucid. Also props on the Pratchett quote  |
|
|
|
Post by Dandelion on Nov 14, 2019 21:42:30 GMT
Wulz Not going to get into with you just don't have the time. As a blade smith you have no idea what you are talking about. We salute you... was hard to read, even for lower-knowing sword people. |
|
|
|
Post by Dandelion on Nov 14, 2019 21:43:31 GMT
You seem to be under the impression that all historical Japanese swords were laminated in the same way. This is very much not true. This graph shows a number of configurations that are common enough to have names: All of these can be found in historical blades. Sometimes the harder edge steel is wrapped around a softer core (which has nothing to do with case hardening, BTW), sometimes they're layered like a sandwich, sometimes the whole blade is made of the same billet of folded steel. All of these methods worked well enough to be commonly used by the finest of Japanese swordsmiths and smith-saints. PS. Same and similar types of laminated construction were also used on European swords up to the early second millennium, but they gradually became outdated after we started importing high quality monosteel that didn't need to be folded and laminated. Wee about to throw this at him too, you are first. Salutes too. |
|
|
|
Post by L Driggers (fallen) on Nov 15, 2019 10:36:30 GMT
Wulz Not going to get into with you just don't have the time. As a blade smith you have no idea what you are talking about. We salute you... was hard to read, even for lower-knowing sword people. Yes it was very hard to read, and make sense of. |
|
|
|
Post by Timo Nieminen on Nov 15, 2019 12:42:26 GMT
PS. Same and similar types of laminated construction were also used on European swords up to the early second millennium, but they gradually became outdated after we started importing high quality monosteel that didn't need to be folded and laminated. The 14th, 15th, and 16th centuries are when steel swords and laminated steel/iron swords coexisted in Europe. In the 17th century, all-steel became dominant. The 14th century all-steel swords were made from multiple pieces welded together, some being laminated all-steel swords with varying types of steel. 16th century and later all-steel swords were usually made from one piece of steel. The 15th century was the transition between these. See Table 1 in Williams, The Sword and the Crucible: books.google.com/books?id=1QwyAQAAQBAJ&pg=PA233&lpg=PA233II are all-steel, IIA are made from a single piece. IIB and IIC are hardened and unhardened all-steel multi-piece swords. III and IV are iron/steel laminates, hardened and unhardened respectively. |
|
|
|
Post by wulvz on Jan 5, 2020 15:43:09 GMT
Some time later after much reaserch and smelting. As far as the metallurgy goes, its 1675f for complete austenite and then the alloying content (usually manganese and carbon) reduces the temperature needed for stable austenite. Temperature can be substituted with time at lower temps. (Lower temp longer soak time, higher temp less time for conversion from a/a cm)
See page 3 of Verhoevens guide: metallurgy of steel for bladesmiths and others who heat treat and forge steel. Wbich he cites an AISI reference.
So theres one of a few options for the steel which is to find out the info from a mill report, use an RXF scanner to get the alloy content or guestimate from experience. (For a scientific test youd want the RXF). Forum blah blah temp on a average content is about as useful as tree-fiddy. Averages go numbers 3, 6 and 9 and the average of all three becomes 18 devided by three for 6. The contents higher or lower dont behave the same way. No two batch reports are ever the same, and include multiple test samples taken from different parts of the steel, which then are averaged out with variation. So you can simply overshoot or undershoot and get different results every time.
Not useful.
When a steel company says average content in advertisement, youre supposed to be smart enough to know that and not assume its x content more often then not. It isnt and if you assume it is and then use the same temp every time with a different steel (because it is different somewhat every time) your guestimate is off and thats where results vary.
The steel obviously has to conform to a standard unless its NJB which happens to claim AISI then have to three times over the allowed amount of phosphur and sulfer which makes it out of spec and shouldnt even be called anything claimed as it is a different material entirely real case of fraud there even if its good steel. (But wait thats the recommended go to isnt it)
So the heat treat is simple, get the REAL quench temp by alloy and then calculate heat/time for 100% austenization.
So far as the oil goes the problem or benifit is that on a TTT diagram there is a percentage martensite of hardening, if the oil has been heated and there is enough of it, it will stall the depth of hardening. Which is useful if you want to pick a depth of a case harden, but terrible if you want to really have a solid edge that cuts off exactly at the hamon line and the lower quality martensite between. The oil also retains heat and burns off which means the temp is raised also by the hot blade. This becomes a volume calculation for heat and temp to blade and not just use: a bucket of oil? the water by comparison turns to steam and is removed leaving lower temp water to sponge the temperature before it also bleeds off as steam. Obviously the oil and quantity becomes a nessisary thing to calculate for a full harden, but if there is enough water the blade can be brought down closer to room temp, thus why its often perceived as hardening deeper. The oil retains more heat and doesnt get the same quench depth but not by much.
What isnt useful is someones experience with guestimates of: oh i did this. Its not data specific.
So far as tapering or profile goes on the Katana the historical examples go around a 60-70% reduction in profile and distal taper.
Nobody on the market in production is making those specifications, ronin comes close at 80% on some of the blades in distal taper but the center of mass on the blade that is sustaining the stresses is off. WAY OFF.
Yes the center of mass on the blade and not the completed sword matters, the fittings counter weight is STRESS and that balance point doesnt mean anything positive for a blades durability even if it changes a pivot point or moment of inertia.
It does affect cutting range on precussion because that "sweet" spot is between the blades center of mass, and the modified balance point with fittings. Having a high balance point means a bigger sweet spot between the two but it ultimately is a negative to the blades capacity for strain.
When observing stresses however having a midrange center of mass places more strain on a blade then if it was placed much lower on the blade with a thicker amount of steel hardened or unhardened when the mass of the steel is gradually stretched out. Hardened steel is stronger but doesnt sponge shock as well.
If you draw a sword as line for stress placement and then draw a dot in the center of the total blade+tang, then draw a downward arrow. This is the center of mass. Draw another dot for the fittings weight(s) as another point of stress, and another for the hand(s) but the hands are an axis so they point UP.
Then add one for the point of impact near the tip also pointing UP The center mass in the blade ends up being one of the sources of blade failure. where as if its thicker lower on the blade which naturally has a LOWER center of mass in the thicker part of the steel the strain is dispersed out over more steel.
The distance between the center of mass and the tip is able to handle the stress, or flex.
Other advantage to this design is you can use more steel on the blade, less counter weighting in the handle with the same ending weight with better handling
Except theres more mass to hit and get hit with. The counter weighting on the blade doesnt give you extra cutting force because thats based on the naked BLADE's mass alone, moving the balance away from it ends up being a form of drag.
So for a desired accurate test, you need a proper sword (for the specification testing) in the first place. Yes im saying youd have to have one to a brand new katana with japanese specifications exactly and not: steel comes in .25 inches so we will taper that down to .2 for ease sake.
(I happen to apreciate ronin for the price though)
What i didnt happen to see is any amount of technical info just simple troll bs opinions not backed by well: any arguement at all.
So far as monosteel goes in european, youd be discounting scarf welded iron tangs, which happens to be a very real thing and always has been. Mono steel tangs wernt common and for good reason, they suck outright. The iron tang aborbs shock faster and is plastic in nature, a simple steel tang even when annealed still has to flex uniformly with the rest of the blade and stresses the other fittings or pommel nut in a very bad way.
For japanese blades they are seen as the lowest quality, and im still not seeing a single blade with a mune being tested or even made frequently (but is in every example given above)
Thanks guys for your helpful info and references. (None given)
|
|
|
|
Post by Drunk Merchant on Aug 5, 2021 18:11:07 GMT
There are far more qualified people who can chime in here, but let me just say that oil-quenching done properly on steel with decent carbon content does not result in case hardening. As for the rest of your questions... they are all over the place. Are you searching for destructive testing of a traditionally-made katana? Try Welt der Wunder: In that series of videos, a traditionally-made katana by bladesmith Stefan Roth is subjected to abusive impact testing with another sword. Well too be fair, old Stefan used a Stefan made blade, not “traditional” whatever that means. It’s more a testament to his lack of abilities than a test. I recon broadcasting his inability to forge probably did much to lead to the decline of Seelenschmiede. Not being rude but I sell antiques and boy, in the industry his would be mistaken for lower end replica:    Look at those horrifically terrible proportions, the giant shinogi, the lack of niku, it’s a miracle they didn’t break from air cutting. Less serious but still terrible is the oil quenched hamon over large(means big stress points) and faint apart from some acid etch painting it on, and the Chinese style ultra coarse Damascus hada (points for stress failure). This boy can’t forge any better than a hobbyist smith. That said, to his credit he realized his lack of skill and started corresponding with trained smiths to get tips; still look terrible so no wonder they didn’t sell: imagine paying good antique prices for longquan tier work m.facebook.com/Seelenschmiede-1566904813612994/Anyways, my point boys is that you can’t use Chinese or bubba counterfeits as an example of how anything, be it a car, watch, sword works when it’s the real deal. Old swords had harsh standards and failure on a lesser scale to Stefan’s means public humiliation and losing your contracts from the feudal domains. markussesko.com/2019/08/27/destructive-sword-testing/ |
|
















